The process of rapidly producing accurate dimensioned parts by forcing the molten metal due to gravity under pressure into metal dies. i.e. one is stationary and the other is movable is called die casting. The process starts, when the two dies are separated. Lubricant is sprayed and dies are clamped together. now required amount of molten metal is injected and solidified under pressure. Then. die is opened and casting is ejected. There are two types of die casting processes, they are,
- Hot chamber process and
- Cold chamber process.
Hot Chamber Die Casting Process
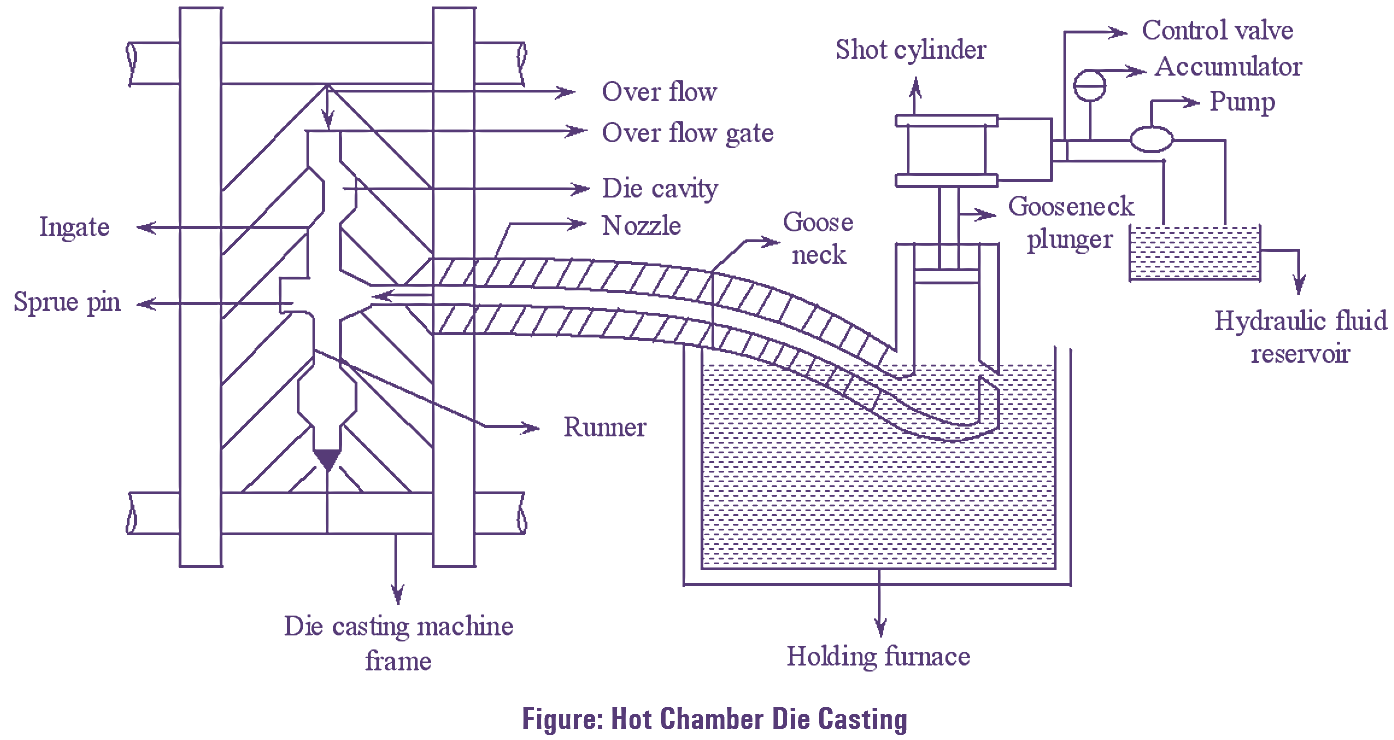
In this process. the holding furnace for the molten metal is integrated within the die casting machine. Hot chamber die casting is mainly used for low melting point temperature materials.
Construction
- Goose neck which is used to pump the molten metal into the cavity is made of grey, alloy or ductile iron ore of cast steel and is submerged into the holding furnace in which molten metal is stored.
- One end of the goose neck is connected with a nozzle, this is connected with the sprue of stationary die of the machine.
- Other end has a plunger made of alloy C.I.
- Plunger is hydraulically operated and is responsible for the entry of the liquid metal into the casting cavity by developing the required pressure for the metal.
Operation
- Initially, the die is closed.
- Goose neck is filled with the liquid metal.
- With the help of the plunger, the liquid metal is forced into the cavity and is allowed to solidify by holding it at the same pressure.
- Die is opened and the cores are retracted if any.
- Unused metal is returned back by moving the plunger.
- Eject the casting and uncover the entry part by plunger. so that the liquid metal enters the goose neck.
- Process is repeated for next casting.
Cold Chamber Die Casting Process
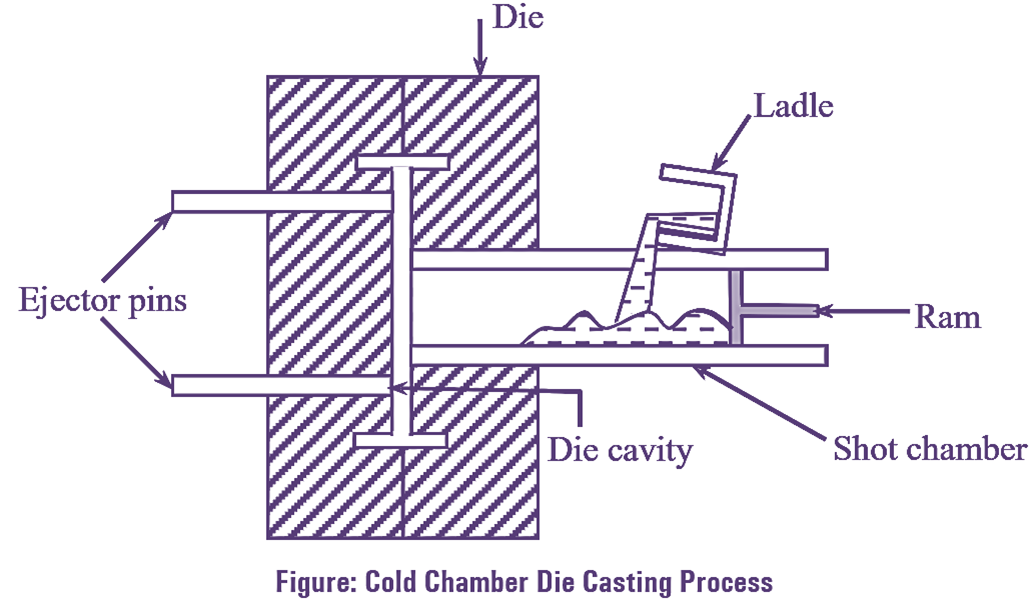
This process consists of pouring of molten metal into a shot chamber with the help of ladle for each casting cycle. It is commonly used for casting the materials with high melting point such as aluminium, brass. magnesium etc.
Construction
- Cold chamber die casting machine consists of cylindrical chamber called as shot chamber with hydraulically operated piston or ram.
- One end of the chamber is connected to the die of the machine.
- A separate furnace is provided to melt the metal.
- A small ladle is used to transfer the metal into the shot chamber.
Operation
- Initially the die is closed after applying die lubricants over the walls of die cavity.
- Metal in furnace is brought to molten state.
- Then, molten metal is poured into the shot chamber by using auto ladle or manually operated ladle at the previously fixed instant of time in the casting cycle.
- Hydraulic ram is operated so that the molten metal is forced into the die cavity with a pressure around 150 MPa. The same pressure is maintained until solidification is completed.
- Die is then opened and the casting is taken out with the help of ejector pins.
- Now the plunger moves back to its initial position. Same process is repeated for next casting.
Applications
- It is used for casting high melting point alloys of aluminium, brass, copper and aluminium—zinc in manufacturing industry.
- Industrial equipment’s like motor switches, rotor fan, electrical sockets, etc.
Advantages
- The castings produced by this method are of dense structure and have more dimensional accuracy.
- Die components experiences less thermal stresses due to low temperature of molten metal.
- Efficiency and life of the casting is more.