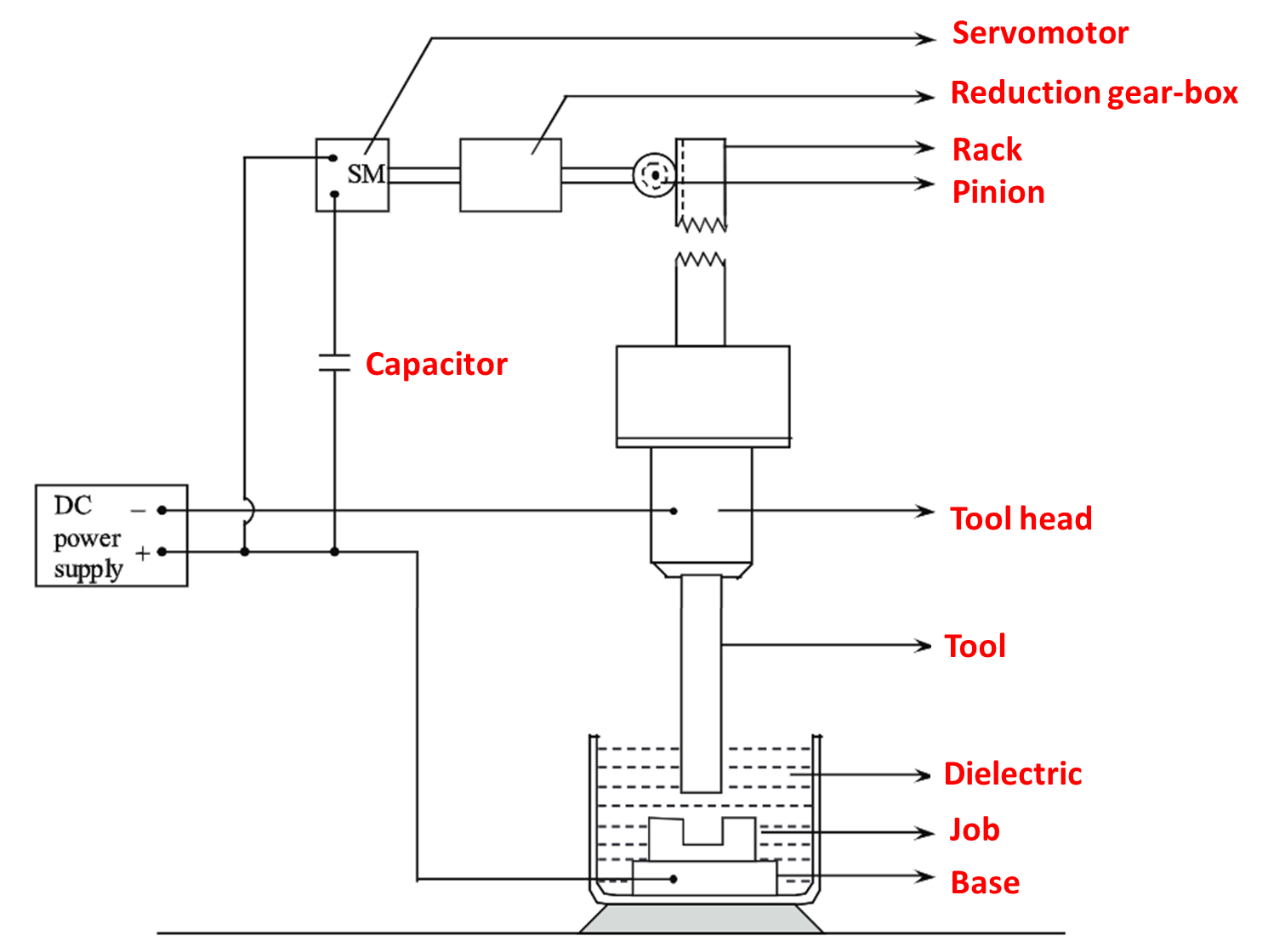
Figure 1: Electrical Discharge Machining
Electrical discharge machining is versatile among all electrical machining methods. This process is also named “spark erosion machining” or “spark over initiated discharge machining”, as the removal of metal occurs due to erosion caused by the electric spark.
This machining method comprises a dielectric medium, tool, a source power supply of (voltage 50 – 450 V), speed reduction gear-box, a rack and pinion and an electric circuit. The job is connected to the positive terminal of source, which acts as anode whereas the tool is connected to negative terminal, and acts as cathode. Both job and tool are separated by a small distance (i.e., clearance or gap) known as spark gap. When appropriate amount of current is passed between the tool and job, the dielectric solution; occupies the gap and causes breakdown. As a result, electrons initiate to flow from cathode and fill the gap. An electrical breakdown takes place, when there is a consistent drop in resistance and discharge of electrical energy. An electric spark with appropriate force and velocity hits the surface of the job. Thus, a very high temperature of about 10000°C is generated on the spot of hit by electric spark discharge and this completes the cycle in few microseconds. This high temperature melts the metal as well as vapourises it. The melted or vapourised particles of metal are thrown into the gap by electro magnetic and electrostatic forces and are finally driven away by dielectric flowing liquid.
Advantages of Electric Discharge Machining
- EDM process provides high accuracy for tools and dies, since it facilitates easy machining for hard materials.
- This process is applicable to all electrically conducting metals and alloys, irrespective to strength and hardness of materials.
- Complicated shape imparted to the tool gives the exact replica to the workpiece.
- Machining time is less compared to conventional machining method: even for hard materials.
- As there is no physical contact between tool and workpiece, the sections of either weak or delicate materials can be machined easily.
- EDM process allows easy drilling of fine holes.
Disadvantages of Electric Discharge Machining
- Machining of sharp corners i.e., complex contours are difficult to produce.
- This process is not suitable for electrically non-conducting materials.
- It is confined to only small workpiece and produces thermal distortion.
- Difficult to employ more than one tool as it requires separate power generators and servo mechanisms.
Applications of Electric Discharge Machining
- Manufacturing of tools.
- Resharpening of cutting tools, broaches, etc, and remachining the die cavities without aid of annealing.
- Machining of cavities for dies.
- Trepanning of holes with straight or curved axes.