Shell Moulding process is especially suitable for casting thin walled parts of small or medium size. Stable shell moulds are prepared from a mixture of fine grained quartz sand and synthetic resin binder (thermosetting plastics) such as phenol formaldehyde, urea formaldehydes, alkydes, polysters etc.
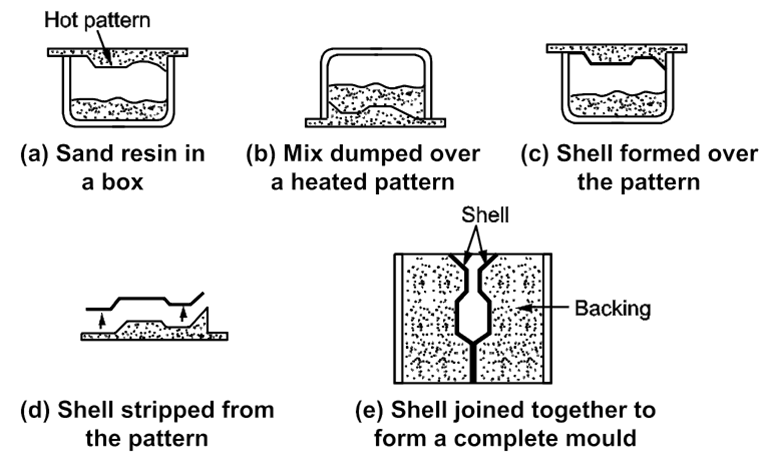
Fig. 1: Shell moulding process.
Generally metal pattern is used for this purpose. A mould release agent such as silicon is first applied on the pattern. The pattern ís heated to about 175°C to 375°C. The mixture of sand and resin is dropped on the heated pattern. The resin binder partially thermosets and builds up a coherent sand shell around the pattern. The pattern is then turned over so that the unbonded mixture is removed. The shell is curved by reheating to about 250°C for 3 minutes to 5 minutes and then stripped from the pattern. The thickness of the shell formed depends on the pattern temperatures, dwell time on the pattern and the sand mixture.
Thus, stable moulds prepared in two sections are then matched and joined together by guides to obtain casting mould.
Advantages of Shell Moulding
- Sound castings with high surface finish and high dimensional accuracy are obtained.
- The costs of machining and cleaning required for casting are reduced.
- All metals including high temperature alloy steels can be cast.
- Unskilled labour can be used.
- Method is economical than conventional sand moulds.
- Shells can be made at any convenient time, stored and transported easily to the required place.
- This method requires less quantity of sand and floor space.
Disadvantages of Shell Moulding
- Higher cost of resin and pattern equipment.
- Limited size of castings that can be obtained.
- Uneconomical when small number of castings are required.